Powder Coating Curing Process
The baking equipment used for powder coatings is basically the same as that for liquid coatings, but the baking and curing process for powder coatings differs from that of liquid coatings. Since powder coatings contain no solvents, there is no need for a solvent evaporation step. Simply put, the powder coating baking and curing process is a plastic melting process: after the powder-coated layer enters the oven, it must be rapidly heated to melt and form a stable cured touch-up strip. However, the baking curves differ.
For thermoplastic and thermosetting powder coatings, due to their different characteristics, the baking and curing curves and principles also differ. Figure 3-102 shows the baking and curing curve for thermoplastic powder coatings. The polymerization time above the tin-melting temperature (232°C) is 5–8 seconds, and some powders may continue for 8–10 seconds, allowing the touch-up strip to achieve uniform flow, form a micropore-free protective layer, and enhance adhesion. Thermoplastic powders have a short curing time, so they are more accommodating during curing.
Note: After baking and curing thermoplastic coatings, the coating strip should be cooled as quickly as possible. A cooling device may be added to increase the elasticity and flexibility of the touch-up strip, which is beneficial for subsequent processes such as flanging, necking, or beading. If the curing time is too long, thermoplastic strips tend to recrystallize, becoming brittle and hard, which can cause issues in later operations. However, if cutting cans is required, overly elastic strips may affect cutting quality, and in this case, the curing time can be slightly increased.
The curing of thermosetting powder coatings is a chemical reaction, involving a polymerization process to form high-molecular compounds. Therefore, longer time and higher temperatures are required to complete this reaction (see Figure 3-103). The temperature should be above 232°C, with a time of 7–10 seconds, potentially extending to 10–12 seconds; otherwise, adhesion will be insufficient. The baking and curing equipment requirements for thermosetting powders are therefore higher. Additionally, because thermosetting coatings do not soften again after initial curing, their flowability when first melted is better than thermoplastic powders. As a result, the cured layer of thermosetting powders is thinner than that of thermoplastic powders but generally more cost-effective and sometimes approaches liquid coatings in appearance. However, thermosetting powder coatings are more brittle and may present problems during subsequent processes.
Note: During baking and curing, whether for thermoplastic or thermosetting powders, a common issue is that high oven temperatures can cause discoloration of the printed coating on the can exterior. Temperature adjustments should take this into consideration.
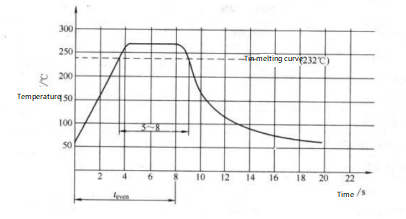
Figure 3-102 Baking and Curing Curve of Thermoplastic Powder Coatings
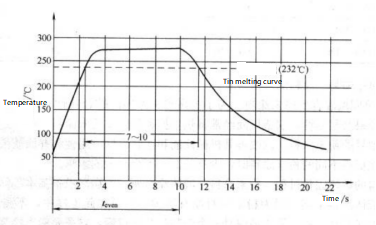
Figure 3-103 Baking and Curing Curve of Thermosetting Powder Coatings
The required duration above the tinning temperature for various coatings is shown in Table 3-6.
Table 3-6 Duration required above the tinning temperature for different coatings (unit: s)
![]()


